
Steel Decarbonization Technologies
Several emerging deep decarbonization steelmaking technologies now exist:
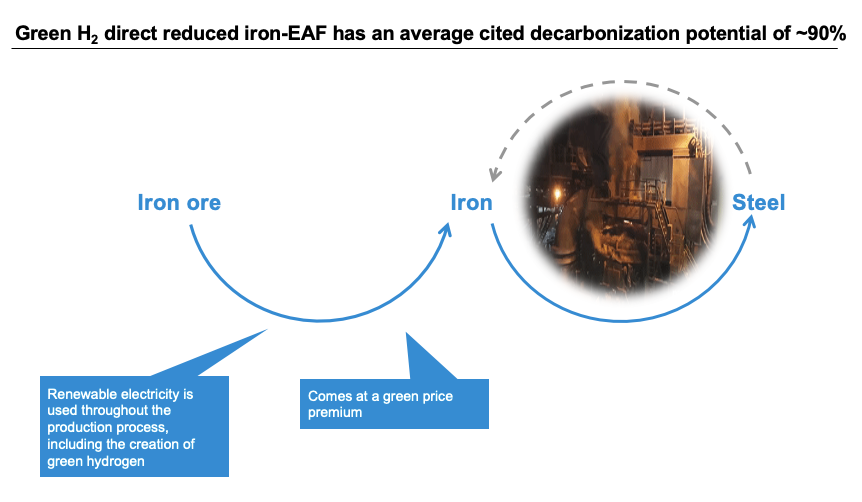
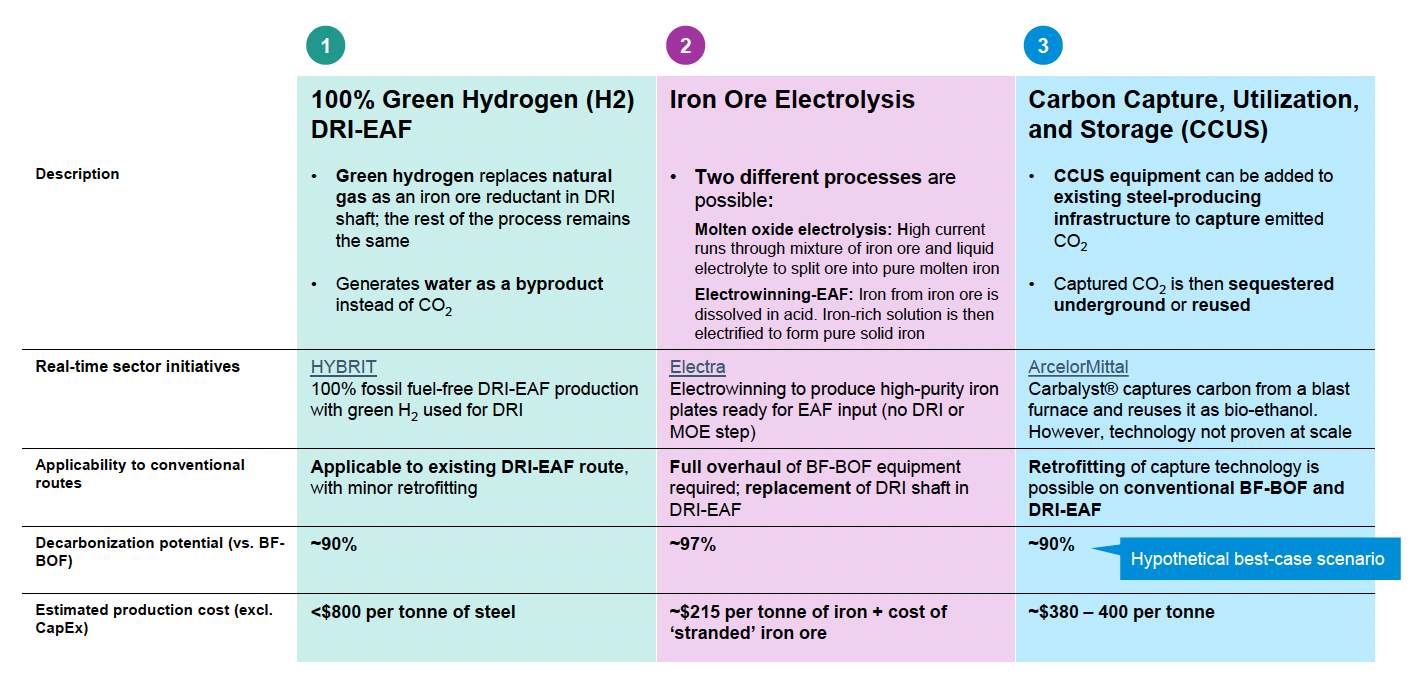
- Green hydrogen DRI-EAF: hydrogen produced using zero-carbon electricity is used as iron ore reductant instead of natural gas. Second step still uses an Electric Arc Furnace (EAF)
- Iron ore electrolysis: use of electricity to split pure iron from iron ore. Two technologies:
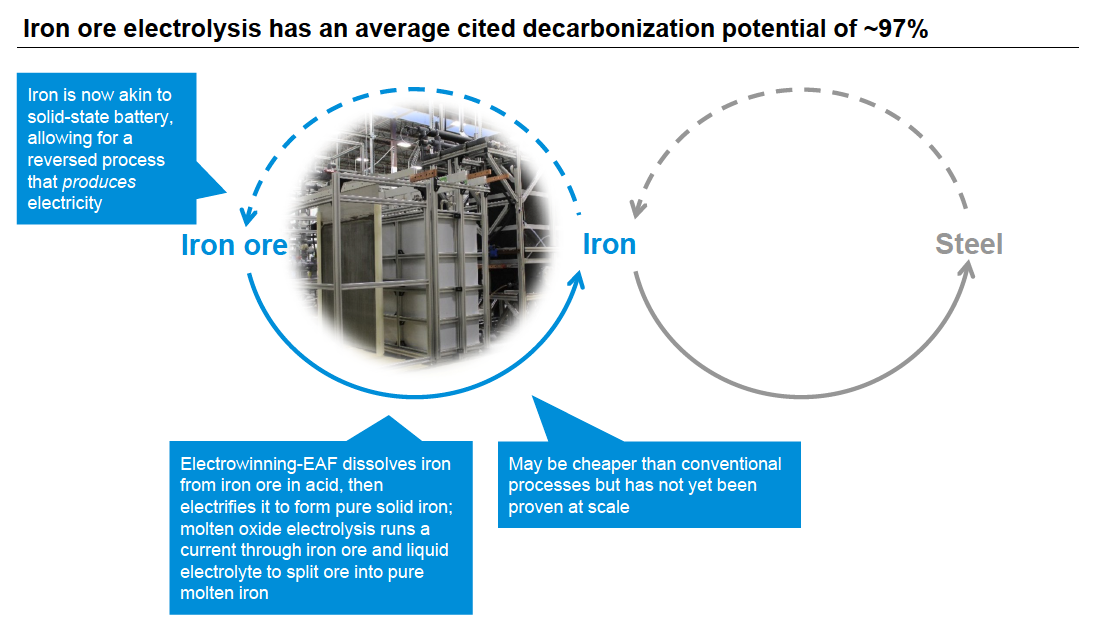
- Molten Oxide Electrolysis (MOE): a high current is run through a mixture of iron ore and a liquid electrolyte. The current causes the iron ore to split into oxygen and molten iron
- Electrowinning-EAF (EF-EAF): iron from iron ore is dissolved in an acid, which leaves behind impurities. The iron-rich solution is electrocuted to form pure solid iron, which is melted in an EAF
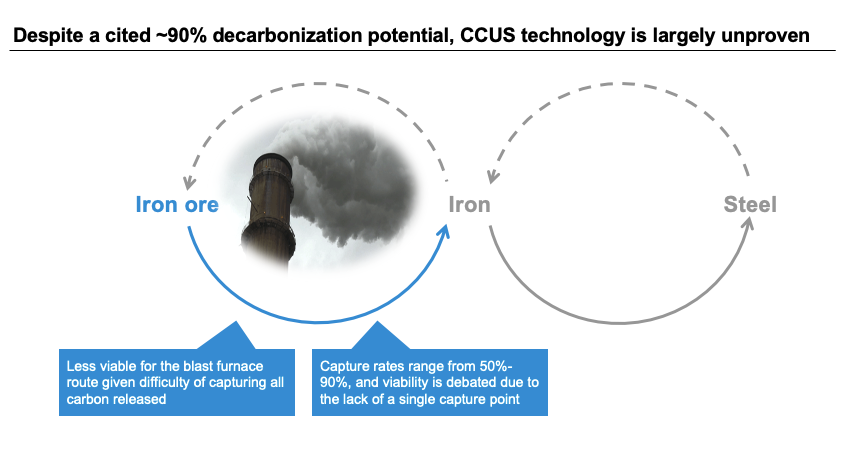
- Carbon Capture, Utilization and Storage (CCUS): BF-BOF and DRI-EAF can be retrofitted with point capture equipment. Captured carbon is then used or stored
These technologies produce steel with over 90% less CO2 emissions compared to conventional processes. However, green hydrogen DRI-EAF and CCUS BF-BOF / DRI-EAF come at a green price premium. CCUS is also less viable for BF route given difficulty to capture all carbon that’s released. Electrolysis may be cheaper than conventional processes, but has not been tested at scale yet
There are also some emerging transitional steelmaking technologies with lower decarbonization potential:
- Modifications to existing BF-BOF and DRI-EAF: using biomass as input, switching to zero-carbon electricity, partial green hydrogen injections
- Different production process: Smelting Reduction-BOF (SM-BOF)
Decarbonization potential of transitional technologies ranges between 10-50%, while they still come with a considerable green premium

Most steel production uses BF-BOF, scrap EAF, and NG DRI-EAF, with Green H2 DRI-EAF, iron ore electrolysis, and CCUS technologies emerging
Sources
World Steel Association; IEEFA (2022); IEA, Iron and Steel Technology Roadmap (2020); Steel Technology, Basic Oxygen Furnace Steelmaking; Recycling Today, Growth of EAF Steelmaking; Wildsight, Do We Really Need Coal to Make Steel. Credit: Mimi Khawsam-ang, Max de Boer, Grace Frascati, and Gernot Wagner (22 February 2024); share/adapt with attribution. Contact: [email protected]
Green H2 DRI-EAF is an emerging technology using green hydrogen instead of natural gas as an iron ore reductant with standard electric arc furnaces
Sources: World Steel Association; IEEFA (2022); IEA, Iron and Steel Technology Roadmap (2020); Steel Technology, Basic Oxygen Furnace Steelmaking; Recycling Today, Growth of EAF Steelmaking; Wildsight, Do We Really Need Coal to Make Steel. Credit: Mimi Khawsam-ang, Max de Boer, Grace Frascati, and Gernot Wagner (22 February 2024); share/adapt with attribution. Contact: [email protected]
Observations
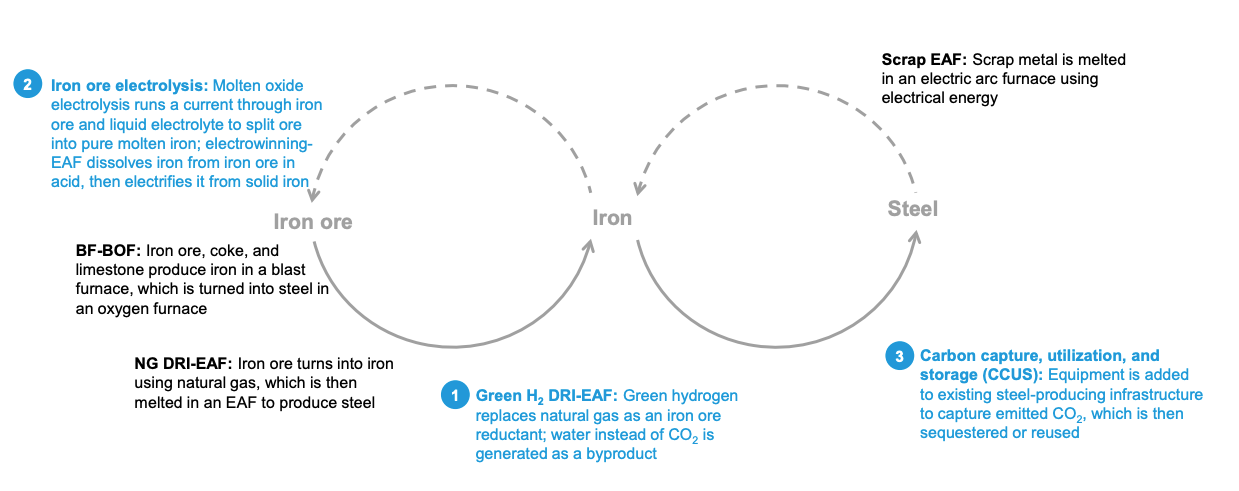
- BF-BOF: Iron ore, coke, and limestone produce iron in a blast furnace, which is turned into steel in an oxygen furnace
- Scrap EAF: Scrap metal is melted in an EAF using electrical energy
- NG DRI-EAF: Iron ore turns into iron using natural gas, which is then melted in an EAF to produce steel
- Green H2 DRI-EAF: Green hydrogen replaces natural gas as an iron ore reductant; byproduct is water vs. CO2
Iron ore electrolysis is an emerging technology that uses an electric current to drive a chemical reaction, producing molten iron or pure solid iron
Sources: World Steel Association; IEEFA (2022); IEA, Iron and Steel Technology Roadmap (2020); Steel Technology, Basic Oxygen Furnace Steelmaking; Recycling Today, Growth of EAF Steelmaking; Wildsight, Do We Really Need Coal to Make Steel. Credit: Mimi Khawsam-ang, Max de Boer, Grace Frascati, and Gernot Wagner (22 February 2024); share/adapt with attribution. Contact: [email protected]
Observations
- BF-BOF: Iron ore, coke, and limestone produce iron in a blast furnace, which is turned into steel in an oxygen furnace
- Scrap EAF: Scrap metal is melted in an electric arc furnace (EAF) using electrical energy
- NG DRI-EAF: Iron ore turns into iron using natural gas, which is then melted in an EAF to produce steel
- Green H2 DRI-EAF: Green hydrogen replaces natural gas as an iron ore reductant; byproduct is water vs. CO2
- Iron ore electrolysis: Molten oxide electrolysis runs a current through iron ore and liquid electrolyte to split ore into pure molten iron; electrowinning-EAF dissolves iron from iron ore in acid, then electrifies it to form solid iron
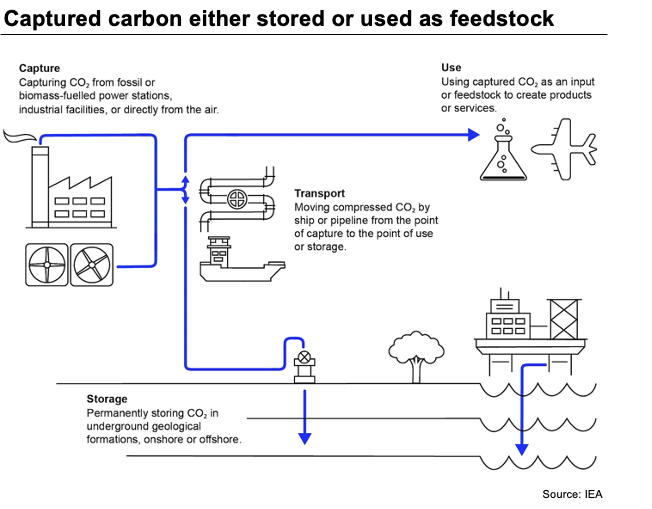
Carbon capture, utilization, and storage (CCUS) is an emerging technology that reduces steel’s carbon footprint by capturing released CO2
Sources: World Steel Association; IEEFA (2022); IEA, Iron and Steel Technology Roadmap (2020); Steel Technology, Basic Oxygen Furnace Steelmaking; Recycling Today, Growth of EAF Steelmaking; Wildsight, Do We Really Need Coal to Make Steel. Credit: Mimi Khawsam-ang, Max de Boer, Grace Frascati, and Gernot Wagner (22 February 2024); share/adapt with attribution. Contact: [email protected]
Observations
- BF-BOF: Iron ore, coke, and limestone produce iron in a blast furnace, which is turned into steel in an oxygen furnace
- Scrap EAF: Scrap metal is melted in an electric arc furnace using electrical energy
- NG DRI-EAF: Iron ore turns into iron using natural gas, which is then melted in an EAF to produce steel
- Green H2 DRI-EAF: Green hydrogen replaces natural gas as an iron ore reductant; byproduct is water vs. CO2
- Iron ore electrolysis: Molten oxide electrolysis runs a current through iron ore and liquid electrolytes to split ore into pure molten iron; electrowinning-EAF dissolves iron from iron ore in acid, then electrifies it to form solid iron
- CCUS: Equipment is added to existing steel-producing infrastructure to capture emitted CO2, to then sequester or reuse
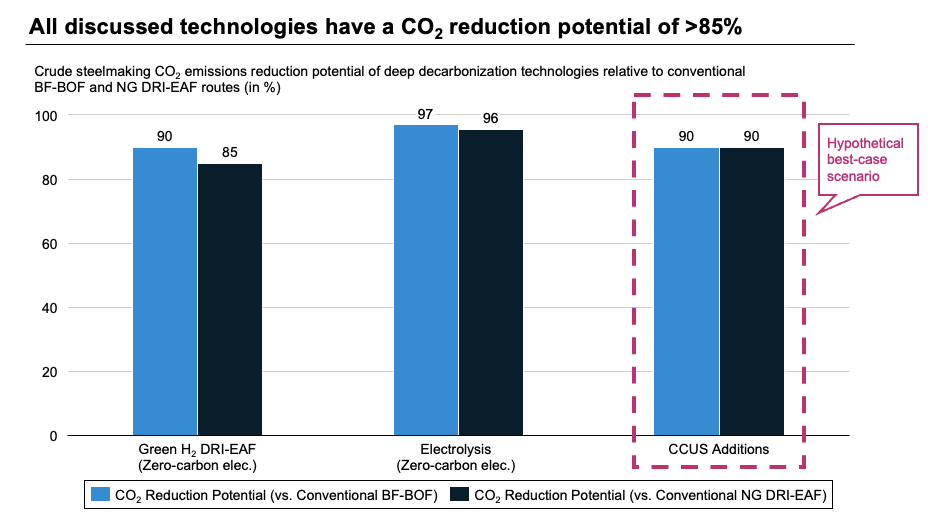
Green H2, electrolysis, and CCUS could reduce steelmaking CO2 emissions by over 85% if implemented at scale
Sources:
Columbia Center on Global Energy Policy (2021); IEA, Iron and Steel Technology Roadmap (2020); McKinsey (2020); Mining Technology (2023); Tata Steel; Primetals Technologies;
Edie, ArcelorMittal accused of net-zero greenwashing (2023). Credit: Mimi Khawsam-ang, Max de Boer, Grace Frascati, and Gernot Wagner (22 February 2024); share/adapt with attribution.
Contact: [email protected]
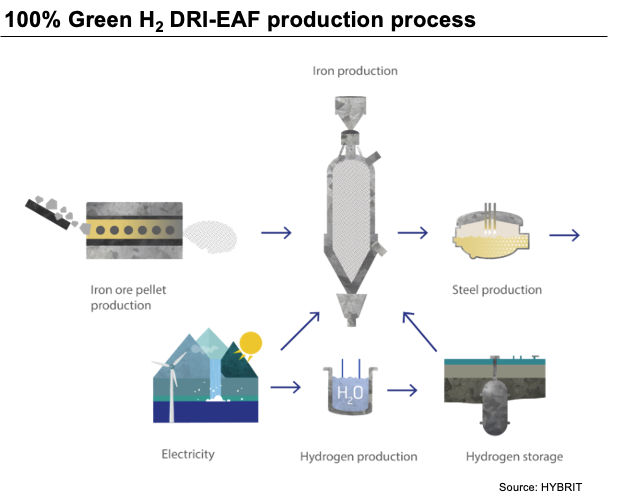
In green hydrogen DRI-EAF, hydrogen replaces natural gas as reductant to create pure iron, with water as the main byproduct
Source: Columbia Center on Global Energy Policy (2021), HYBRIT, HYBRIT Media Bank, World Economic Forum (2021), Department of Energy.
Credit: Mimi Khawsam-ang, Max de Boer, Grace Frascati & Gernot Wagner (22 February 2024); share/adapt with attribution. Contact: [email protected]
Description
- Hydrogen is used as a reductant instead of natural gas to transform iron ore into solid, purified iron. After this, the iron is moved to an electric arc furnace where it is transformed into crude steel
- Instead of CO2, the main byproduct of this production process is water
- For the process to be CO2 neutral, two important criteria must be met
- The electricity used to power the electric arc furnace should come from a renewable source
- The hydrogen used in the production process should be green hydrogen
Hydrogen sourcing
- Hydrogen can be produced in several ways, not all of which are CO2 neutral
- Green hydrogen: produced from water electrolysis using 100% renewable electricity – zero-carbon option
- Grey hydrogen: produced from natural gas, methane, or other carbon-containing feedstock
- Blue hydrogen: similar to grey hydrogen, but with carbon capture (capture rate of 85-95%) – low-carbon, but not zero-carbon, option
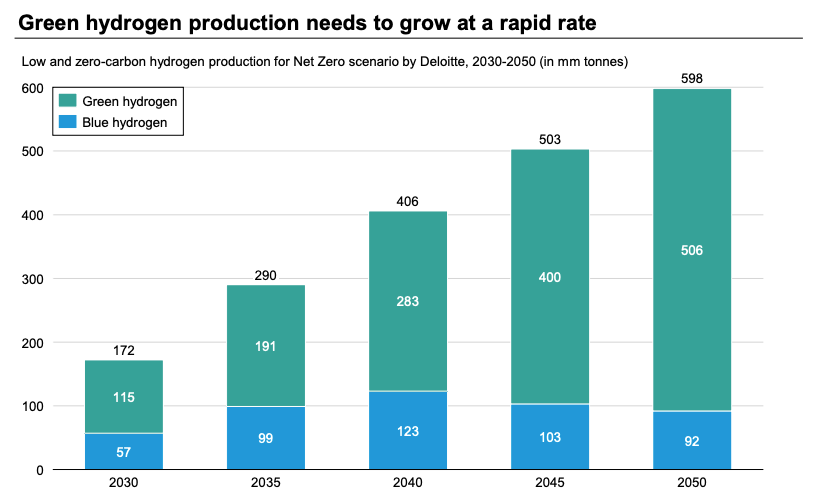
Global green hydrogen production needs to expand significantly for green hydrogen DRI-EAF to become feasible
Source: Deloitte Green hydrogen: Energizing the path to Net Zero (2023), Washington Post (2023), IRENA (2021).
Credit: Mimi Khawsam-ang, Max de Boer, Grace Frascati & Gernot Wagner (22 February 2024); share/adapt with attribution. Contact: [email protected]
Observations
- Hydrogen already produced commercially today, but currently only 1% produced using renewable energy
- New green hydrogen production should be built close to renewable energy suppliers like solar and wind farms
- Production can then even be synced to ramp up when solar and/or wind energy is available
- Strong policy support for green hydrogen is expected to help scaling efforts. For example, in the US tax code section 45V provides tax credits for hydrogen production
- Blue hydrogen production projected to grow in regions with abundant natural gas resources to help kickstart the global hydrogen economy. Peak production expected in 2040
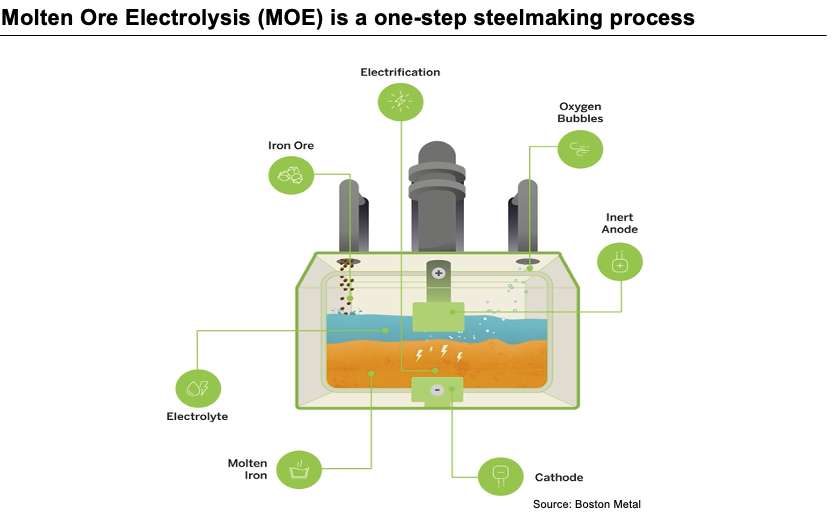
Molten Ore Electrolysis uses electricity to transform iron ore into pure molten iron ready for refining
Source: Boston Metal, Mining Technology (2023), Mission Possible Partnership Net Zero Steel Sector Transition Strategy (2021)
Credit: Mimi Khawsam-ang, Max de Boer, Grace Frascati & Gernot Wagner (22 February 2024); share/adapt with attribution. Contact: [email protected]
Process description
- In a Molten Ore Electrolysis (MOE) reactor, iron ore is combined with an electrolyte, and a strong electrical current is applied to initiate the electrolysis process
- The result of this process is molten iron, which is immediately suitable for transfer to the refining stage. In this subsequent stage, carbon and other elements are added to transform the molten iron into refined steel
- The only significant byproduct from this process is oxygen (O2), coming from the iron oxide in the iron ore
- MOE power consumption per tonne of steel (13 GJ / tonne) is considerably less than that of BF-BOF (24 GJ / tonne)
- For the process to be completely carbon neutral, electricity used to power the reactor should come from renewable sources
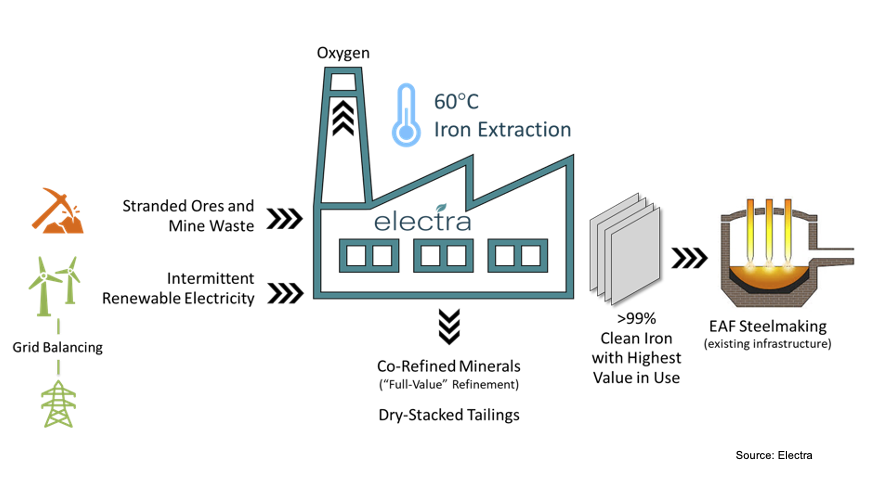
In electrowinning-EAF, an iron-rich solution is electrified to create pure grade iron ready to be used in an electric arc furnace
Source: Lopes et al. (2022), Mining Technology (2023), Mission Possible Partnership Net Zero Steel Sector Transition Strategy (2021)
Credit: Mimi Khawsam-ang, Max de Boer, Grace Frascati & Gernot Wagner (22 February 2024); share/adapt with attribution. Contact: [email protected]
Process description
- Iron ore is dissolved into an acid to create a stable iron-rich liquid while removing ore impurities. An electric current is then applied to extract iron from this liquid, releasing oxygen but no CO2
- Electrowinning at 60°C (140F), enables low-cost intermittent renewables and energy demand responsiveness, lowering OpEx.
- High-impurity, otherwise stranded ores (> 1 billion tonnes available globally) lower OpEx and CapEx in the ore-to-metal value chain, producing co-product revenue
- Product is 99.9% pure iron metal, allowing for premium steelmaking with contaminated scrap in EAFs at lower costs
Carbon capture and storage technologies available, but CCUS remains unproven for use on blast furnaces
Sources: IEA Energy Technology Perspectives (2020), IEA Transforming Industry through CCUS (2017), IEA Iron and Steel Technology Roadmap (2020), Global CCS Institute (2017), MIT (2021), International Journal of Greenhouse Gas Control Volume 61 (2017), IEA Greenhouse Gas R&D Program (2017), Primetals Technologies, Edie – ArcelorMittal accused of net-zero greenwashing. Credit: Mimi Khawsam-ang, Max de Boer, Grace Frascati & Gernot Wagner (22 February 2024); share/adapt with attribution. Contact: [email protected]
Carbon capture
- In theory, point capture technologies can be retrofitted onto BF-BOF and DRI-EAF
- CO2 is primarily captured from the shafts of both Blast Furnaces and Direct Reduced Iron reactors, and at the end of the crude steelmaking process
- Capture rates up to 90%, but efficacy varies, with some systems as low as 50%
Carbon utilization and storage
- CO2 is commonly stored in rock formations deep underground to ensure long-term sequestration
- While the majority of captured CO2 is currently used for enhanced oil recovery, other emerging applications include feedstock for synthetic fuels, chemicals, and building materials
CCUS Drawbacks
- Despite CCUS innovation, viability of CCUS for blast furnace is hotly contested due to absence of a single, harnessable carbon egress point on a blast furnace and the scarcity of pure carbon
- Despite a few small pilot projects, no full-scale CCUS facilities for blast-furnace steelmaking are operational anywhere
Green H2, electrolysis, and CCUS could reduce steelmaking CO2 emissions by over 85% if implemented at scale
Sources: Columbia Center on Global Energy Policy (2021); American Institute of Chemical Engineers (2023); Electra; Boston Metal; Midrex (2021); International Journal of Greenhouse Gas Control
Volume 61 (2017); Mission Possible Partnership Net Zero Steel Sector Transition Strategy (2021). Credit: Mimi Khawsam-ang, Max de Boer, Grace Frascati, and Gernot Wagner (22 February 2024);
share/adapt with attribution. Contact: [email protected]
Observations
- A key enabler for green steel production is an abundance of green electricity, which is required for both powering electrolysis and the production of green hydrogen
- Assuming the current global electricity mix does not change, H2 DRI-EAF would have a decarbonization potential of only 60% instead of >85% when 100% green electricity is used
- The 90% CO2 reduction for CCUS is a hypothetical best-case scenario, which at present has not been proven at scale
Steel decarbonization technologies, however, often come with a green premium and require large amounts of green energy
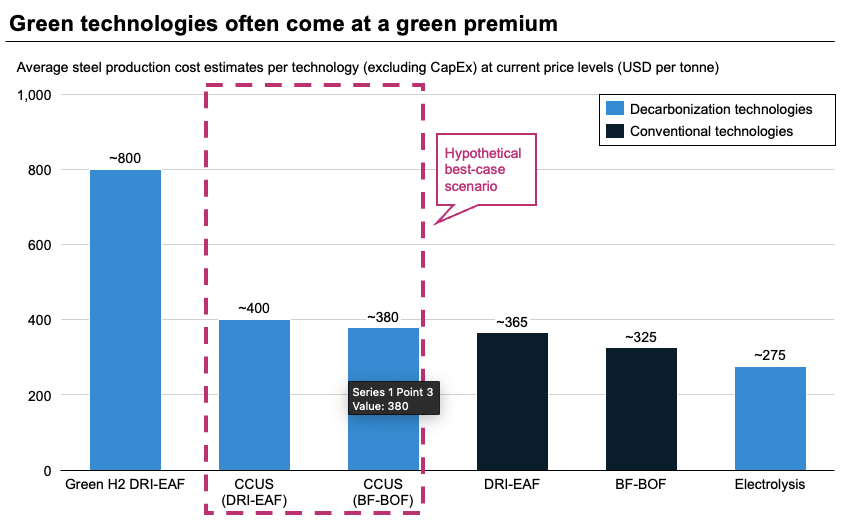
Note: Electrolysis costs are assumed to see a 15% reduction relative to BF-BOF. Carbon capture costs as $25/tonne-CO2 with a ~90% capture rate. Green H2 price at $6.40/kg. Sources: Columbia Center on Global Energy Policy (2021); Boston Metal; MIT (2018); Journal of Cleaner Production Volume 389 (2023); IEA, Is carbon capture too expensive? (2021); McKinsey (2020); Nature Energy (2022); IEA, Iron and Steel Technology Roadmap (2020). Credit: Mimi Khawsam-ang, Max de Boer, Grace Frascati, and Gernot Wagner (22 February 2024); share/adapt with attribution. Contact: [email protected]
Observations
Green H2 DRI-EAF
- Green H2 prices are expected to fall >50%, to $2.20-$2.90 per kg by 2030, making H2 DRI-EAF adoption much more attractive
- Switching from BF-BOF to green H2 DRI-EAF is costly without government support. CapEx required for a new plant ranges from $1.1 billion to $1.7 billion and operating expenses are higher
Electrolysis/Electrowinning
- Claimed cost savings compared to conventional steel production methods are still uncertain due to the nascency of the technology
- At present, there is not enough green electricity available on grids to support large-scale electrolysis-based steelmaking
CCUS
- According to the IEA, CCUS retrofits are at present the most advanced and cost-effective low-carbon solutions for the steel industry
- Adding CCUS technology to existing plants is expected to require only minor modifications
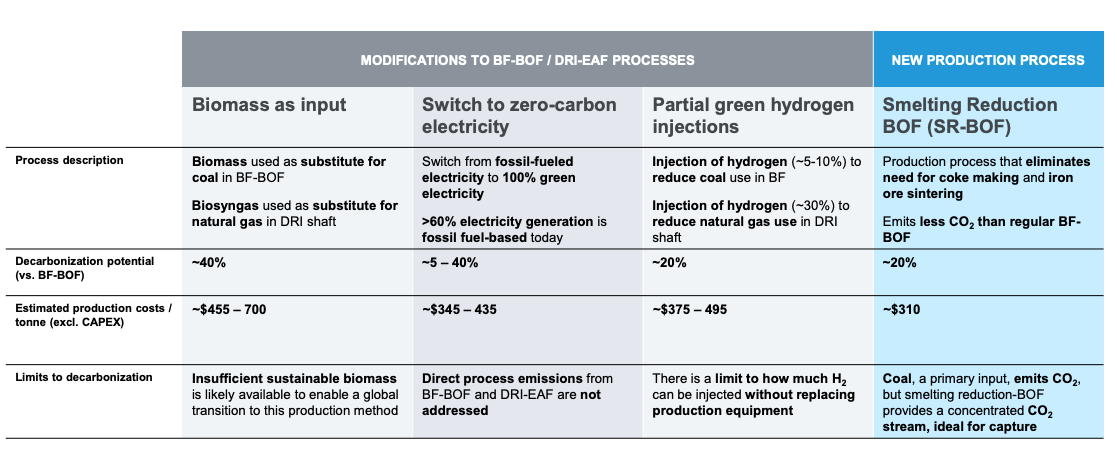
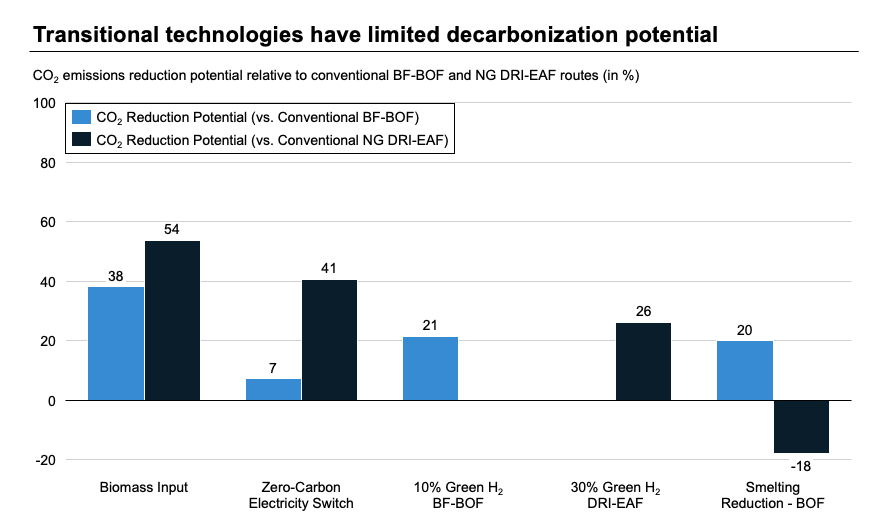
Other transitional decarbonization technologies take less time and effort to implement but have lower decarbonization potential
Source
- IEA Iron and Steel Technology Roadmap (2020), World Steel Association (2021), Energy Institute Statistical Review of World Energy (2023), Columbia Center on Global Energy Policy (2021)
- Journal of Cleaner Production Volume 393 (2023). Credit: Mimi Khawsam-ang, Max de Boer, Grace Frascati & Gernot Wagner (22 February 2024); share/adapt with attribution.
- Contact: [email protected]
Transitional decarbonization technologies only achieve CO2 reductions of up to 50%
Note: methane leakage not accounted for in gas substitution methods. Source: Columbia Center on Global Energy Policy (2021), MIDREX (2020), Tata Steel Europe (2020).
Credit: Mimi Khawsam-ang, Max de Boer, Grace Frascati & Gernot Wagner (22 February 2024); share/adapt with attribution. Contact: [email protected]
Observations
- Switching to biomass input assumes the use of sustainably-sourced biomass. Using biomass with large carbon footprint will offset achieved reductions
- Switching to zero-carbon electricity sources is necessary to power deep decarbonization technologies such as electrolysis, but switching to zero-carbon electricity alone will only have limited effect
- Replacing a BF-BOF setup with a smelting reduction-BOF route requires high CAPEX and still emits more CO2 than DRI-EAF
- However, CO2 stream from smelting reduction-BOF is typically highly concentrated, making it ideal for carbon capture
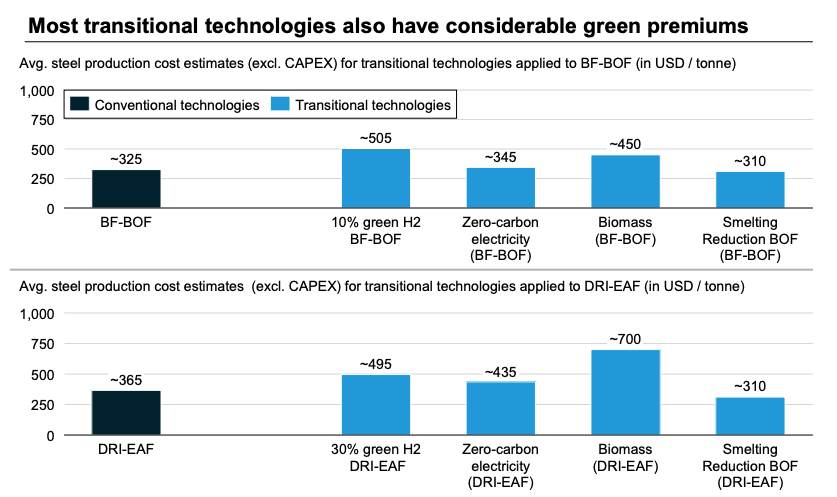
Transitional technologies also come with green premiums, possibly locking in uneconomical pathways
Note: assumes hydrogen price of $6.64 per kg. Source: Columbia Center on Global Energy Policy (2021), MIDREX (2020), IEA Iron and Steel Technology Roadmap (2020).
Credit: Mimi Khawsam-ang, Max de Boer, Grace Frascati & Gernot Wagner (22 February 2024); share/adapt with attribution. Contact: [email protected]
Observations
- DRI-EAF sees a higher jump in costs when switching to zero-carbon electricity than BF-BOF because the Electric Arc Furnace (EAF) runs only on electricity
- To use biomass in the DRI-EAF process biomass has to be gasified to turn it into biosyngas, which leads to higher estimated costs
- A number of these transitional technologies result in higher production costs per tonne of steel than when CCUS is installed on BF-BOF or DRI-EAF
- It is however important to again note that CCUS for blast furnaces has not yet been proven to work at scale
- Furthermore, these numbers do not include CAPEX, which is likely to be considerable for a CCUS installation
| BAU | Business as usual | H2O | Water |
| BF-BOF | Blast Furnace-Basic Oxygen Furnace | IEA | International Energy Agency |
| CAPEX | Capital expenditure(s) | HRC | Hot Rolled Coil (type of finished steel product) |
| CCUS | Carbon capture, utilization & storage | MPP | Mission Possible Partnership – industry decarbonization coalition |
| CO | Carbon monoxide | MOE | Molten oxide electrolysis |
| CO2 | Carbon dioxide | NG | Natural gas |
| CO2e | CO2 equivalent, using global warming potential as conversion factor | NAFTA | North American Free-Trade Agreement |
| DAC | Direct Air Capture | NG | Natural gas |
| DRI-EAF | Direct Reduced Iron-Electric Arc Furnace production process | NG DRI-EAF | DRI-EAF production process using natural gas |
| EAF | Electric Arc Furnace | NZE | Net Zero Emissions |
| EBITDA | Earnings before interest, taxes, depreciation, and amortization | O2 | Oxygen |
| EW-EAF | Electrowinning-Electric Arc Furnace | OECD | The Organization for Economic Cooperation and Development |
| Gt | Gigatonne, equal to 1 billion metric tonnes | OPEX | Operational expenditure(s) |
| H2 | Hydrogen | SR-BOF | Smelting Reduction-Basic Oxygen Furnace |